

فرآیند تولید لوله های پلی اتیلن به روش اکستروژن می باشد که مواد اولیه به صورت گرانول به داخل دستگاه اکسترودر وارد شده و در اثر حرارت ذوب میشود .سپس مواد ذوب شده به وسیله ماردون (میله مارپیچ) به جلو رانده می شود و پس از خروج از اکسترودر وارد قالب می شود . مواد پخته شده پس از خروج از سر قالب ، از کالیبراتور عبور نموده و در تانک وکیوم با اعمال فشار مناسب شکل داده می شوند . سطح لوله به محض خروج از کالیبراتور بوسیله لایه هایی از جریان آب سرد خنک می گردد .
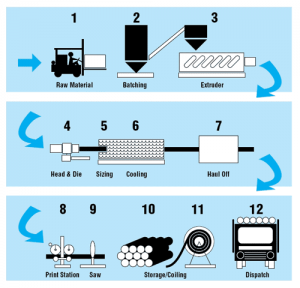
حرارت بالای مذاب پلی اتیلن بعد از خروج از قالب بتدریج در تانک وکیوم و پس از آن در تانک های خنک کننده با استفاده از آب سرد کاهش می یابد.
لوله پلی اتیلن تولید شده بوسیله دستگاه کشنده بتدریج از درون تانک های خلاء و خنک کننده کشیده شده و بوسیله دستگاه مارک زن ، مشخصات فنی ، تاریخ تولید ، علامت استاندارد و نشان اختصاری نام شرکت بر روی آن ثبت میگردد و سپس بوسیله دستگاه برش در متراژهای مختلف و معین بریده میشوند .
کلیه مراحل تولید توسط دستگاههای کاملا اتوماتیک کنترل و مانیتور میشود که کیفیت محصول نهایی قابل قبول و در حد نام شرکت و استاندادرها باشد.
روش تولید لوله پلی اتیلن بالا بسیار کوتاه و مختصر بود و از نحوه عملکرد تجهیزات و ماشین آلات خط تولید در حین تولید لوله پلی اتیلن سخنی به میان نیامد و روش تولید شرح داده شده , روش تولید لوله پلی اتیلن تک جداره بوده و تمامی سایزهای لوله پلی اتیلن تک جداره را به همین روش تولید میکنند و تنها در ابعاد و مدل دستگاهها تفاوت است و در کل لوله پلی اتیلن به صورت اکستروژن تولید میشود. لولههای پلی اتیلن تا سایز ۱۱۰ میلیمتر را میتوان به صورت کلاف تولید کرد و این موضوع در تفاوتی در کلیت روش تولید ایجاد نمیکند و تنها در انتهای خط تولید دستگاه وایندر که وظیفه کلاف نمودن لوله پلی اتیلن را دارد جای میز تیلتینگ قرار میگیرد.
روش تولید در لولههای پلی اتیلن با سایز ریز نیز همانند لولههای پلی اتیلن بسیار بزرگ و قطور است و تفاوت در نجوه خنک کاری لوله بعد از وکیوم تانک است. لوله پلی اتیلن های سایز کوچک به صورت غرقآبی داخل کولینگ تانک ( تانک خنک کننده ) میشوند و خنک کاری انجام میشود و لولههای پلی اتیلن بعد از سایز ۹۰ میلیمتر داخل کولینگ تانک افشانههای زیادی قرار دارد که آب خنک را به بدنه خارجی لوله پلی اتیلن اسپری میکند و این روند در داخل ۴ یا ۵ تانک خنک کننده ادامه دارد تا لوله پلی اتیلن درحین تولید به دستگاههای کشنده و مارکزن برسد .
در مرحله نهایی از فرآیند تولید، از لوله کاروگیت نمونه برداری شده و واحد کنترل کیفیت آزمونهای مربوطه را برای تعیین تطابق محصول در طول فرآیند تولید با مشخصات لازم و بهینه سازی تنظیمات انجام میدهد.
در طی کل چرخه ی تولید از مرحله ی دو تا پنج محصول توسط پرسنل تولید و مسول کنترل کیفیت، کنترل میشود. در نهایت واحد کنترل کیفیت از سریهای تولیدشده مختلف نمونه برداری نموده و بر اساس آزمونهای استاندارد محصول، تایید نهایی را انجام میدهد.